Mallozh
-
Compteur de contenus
200 -
Inscription
-
Dernière visite
Type de contenu
Profils
Forums
Téléchargements
Blogs
Boutique
Calendrier
Noctua
Tout ce qui a été posté par Mallozh
-

pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Jouer sur la tolérance d'assemblage a la conception est bien plus simple qu'affiner tes axes d'imprimante. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
non, pas sur le 3mf. En revanche sur celui que tu m'as envoyé, le F3D oui. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
en tenant compte de la couture, ca se tient, surtout que sur un filetage, les coutures peuvent laisser un bourrelet assez marqué. Conclusion, sur ta modélisation de filetage, il faut que tu repousses tes parois d'environ 0.10 ou .15 pour tenir compte de cette marge (en repoussant tout le pourtour de 0.10, en fait, tu gagnes .20 sur la circonférence totale. C'est tout le principe des tolérances de marges industrielles. Ma E3 customisé étant réglée au poil de c*l, c'est normal que j'ai moins, mais ca fait 5 ans que je la manipule dans tous les sens, et j'ai une tête d'impression SPRITE, et le FW est du Klipper, (j'ai abandonné Marlin il ya 1 an). -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
bon, ben yapuka réessayer avant, faire un petit essai avec ça. https://www.thingiverse.com/thing:2006297 ca te donnera ta marge de tolérance dimensionnelle a appliquer sur tes dessins. Ex: tu as une lumière de 3mm dans ton modèle, tu sais que pour qu'un axe de 3mm passe dedans sans frotter, il te faudra élargir de 0,0x mm pour que ca rentre. Sachant que c'est dépendant du matériau d'impression. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Vu la dimension des filets astro, clairement, tes difficultés de vissage proviennent quasi certainement de tes presque 2 dixième de décalage de dimension. Le dernier cube imprimé, j'avais un décalage de +0,04 sur 20mm, soit, 3x moins que ce que tu as. Il va falloir recalibrer également les steps moteurs des 3 axes -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
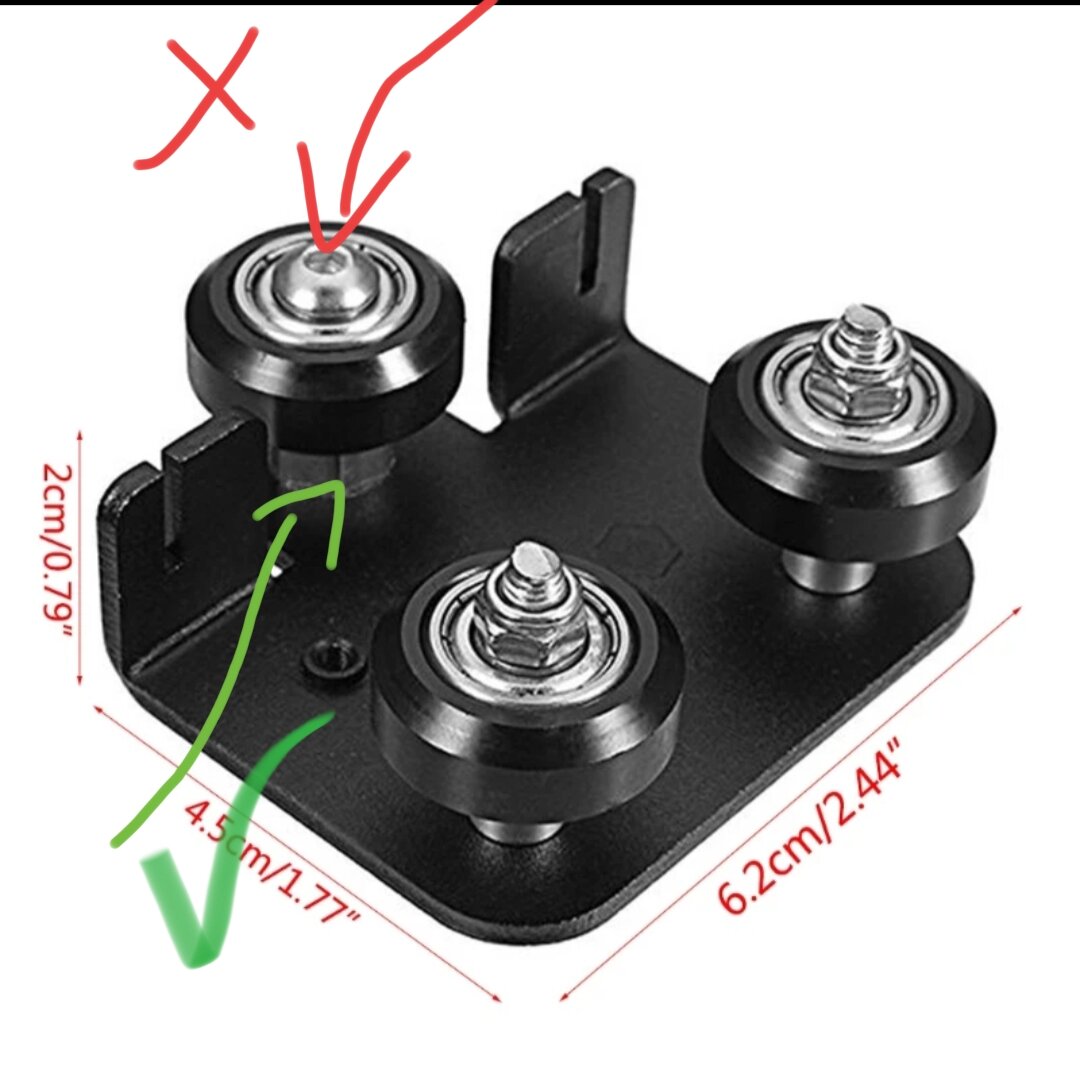
L'excentrique est à régler directement sur lui (en vert) , pas sur les vis de fixation. (en rouge) L'idée, c'est de desaxer légèrement pour rapprocher le galet du rail
-
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
euh, c'est ceux avec les excentriques qui servent au réglage, en rapprochant ou éloignant 1 ou 2 roulettes du rail guide. On évite de serrer la visserie des roues, sinon, on les serre contre la structure, et ca ne marche plus. ces roues doivent tourner en forçant tres légèrement, mais ni serrées à fond, ni laches sur le guide. On doit sentir un frottement net, mais pas qu'il soit completement impossible à faire rouler. les galets de la série E3 sont très bien, mais effectivement, certaines séries ont rencontré quelques petits soucis de qualité -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
alors, le fichier étant dessiné sur fusion en mode (au-dessus/en-dessous) du plan, normal que la partie inférieure soit en dessous du plateau. Il faut relever l'ensemble pour qu'il se pose sur le plateau en entier (ce qui m'a d'ailleur permis de faire mes tests en évitant d'avoir des supports. Concernant la dimension du filet, vu que ca marche nickel pour moi, avec CE fichier, c'est clairement que tu as un sujet dimensionnel sur ta machine. --> Calibrage indispensable de l'extrusion --> vérification des axes avec un cube de calibration (un XYZ simple, pas besoin des formes torturées et complexes qu'on trouve de plus en plus) -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Je suis pas fan de ces "exe" qui bidouillent dans le GCODE, je préfère largement savoir exactement quels sont les modificateurs appliqués J'ai vécu 12 ans sur la pointe Ouest, vraiment, quasiment au bout, au nord de Brest. Donc, surement pas bien loin de là ou tu es puisque j'étais sur la rive nord de l'Aber le plus au nord des 3. Malloz'h n'a rien à voir avec St Malo A priori, puisque c'est un fichier 3mf et pas un stl, c'est possible que ce soit normal. Encore 1x, je n'utilise plus CURA depuis plus d'1 an, du coup, je ne sais pas ce qui est normal ou pas pour CURA. Vu que je l'ai imprimé de mon coté sans souci (et 2x en plus), a priori, c'est plus un pb de lecture initiale dans CURA. Sachant que le 3mf contient un joli nombre de triangles" donc est parfois long à etre lu dans le slicer. Mais c'est aussi la clé d'une bonne qualité à Je suis bien incapable de lire un Gcode et savoir si ce qui est enregistré est bon ou pas. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
oui. Pour ce fichier, l'important, c'est surtout de vérifier un point qui m'intrigue depuis le début. Je te dirai quoi une fois que tu l'aura testé. Pour régler les excentriques: Pour le calibrage de l'extruder: pour la tour de température, il faut lui configurer les changements de températures. Je soupconne que tu as imprimé juste l'objet, sans configurer les changements. 1x celle-ci imprimée, tu verras quel niveau de température te donne l'aspect visuel ET dimensionnel le plus satisfaisant pour CE filament (et exclusivement celui-ci) https://eolasprints.com/fr-fr/blogs/advanced-3d-printing/3d-print-temperature-tower?srsltid=AfmBOophBROzqOYRG0_5F96spc6DA7xI_hGlw1o7J9wjTC97c1o4bMHa Quant au serrage de la visserie, ben, un tournevis avec les bonnes têtes. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Aucune idée, je ne sais pas ce qu'est cette tour compacte. Il faut vérifier La température avec une tour Les steps de l'extrudeur Le serrage de toute la visserie Le réglage des excentriques de la tête d'impression Clairement, tu as un PB de réglage sur ta machine. Le PB n'est pas au niveau du modèle. Possible aussi qu'à l'export depuis fusion qu'il y a un souci. As-tu essayé d'imprimer le fichier 3mf que j'ai joint? -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
oui. je ne connais pas la marque, je ne sais donc pas quel est son comportement. En revanche, une vérif avec une Temp Tower me semble nécessaire pour etre certain de la température parfaite. je n'utilise plus Cura, donc je ne sais plus comment traiter la couture. Je suppose qu'il doit y avoir une notion de couture aléatoire dans le slicer, ca permet de diminuer un peu l,'effet bourrelet de la couture. -
Refroidisseur de téléphone sur cam ASI
Mallozh a répondu à un sujet de AstroMirettes dans Les bricoleurs
température affichée sur le capteur -0.6°C. Soit, environ 8 à 9°C en dessous de la temp ambiante. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
c'est ce que j'ai écrit, j'ai pas pris en compte la marge de décalage, et je suis bon (je sais que j'ai une marge d'erreur dimensionnelle de 0.08 sur ma machine.) J'ai donc exporté vers Orca sans ton décalage de plan, histoire de tester, et ca rentre. J'ai également imprimé avec ton décalage de plan, et là, j'ai le M48 qui flotte dans le filetage. Je reste persuadé que ton pb vient des caractéristiques de ton plastique extrudé (trop chaud, il est trop fluide, et il n'arrive pas à tenir les détails du filetage. tu utilises quoi comme plastique? PLA, PETG? Pour info, mon PETG, je l'imprime a 235, sur un plateau à 70, avec une buse de 0.6 -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bon, impression réalisée. les 2 filetages sont parfaits, aucun défaut relevé, je n'ai meme pas touché à la marge, j'ai repris ton fichier tel que. En PJ, le 3mf pret à etre slicé conclusion, le pb vient bien de l'imprimante et pas du fichier. Bague M48f M42m v2.3mf -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
je jette un œil dessus en rentrant ce soir. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Je viens de tester une impression avec les filetages astroprofil, 1 en M48, 1 en M42. Aucun souci, c'est nickel en taille. Juste pris en compte l'extension de dimension de 0,05mm en repoussant les différentes parois des dits filetages pour tenir compte de l'effet d'expansion du petg CF que j'utilise. Le pb est donc, clairement, un pb dimensionnel sur ta machine Je viens de percuter un détail. Par hasard, tu aurai pas ton extrusion en mm3/s au lieu de nbre de pas(ou l'inverse je m'en souviens jamais) Je répète, fais moi parvenir ton fichier f3d, histoire de vérifier que le pb ne vient pas de là. Genre une mauvaise manip à l'export -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Alors, je n'avais pas reçu la notif de ta réponse... désolé. Etant donné que j'ai migré ma Ender3 vers Klipper, je t'avoue que je ne sais plus du tout ce qu'il faut faire pour retrouver les bonnes dimensions. Honnetement, PommeVerte est de très bon conseil et plutot TRES patient (je sais, je l'ai em**rdé presque 1 mois il y a 1 an), as-tu suivi ce qu'il te proposait de faire? Je suis convaincu, qu'outre ton pb de niveau dela buse, qui est assez simple à corriger, tu as un pb sur le dimensionnement des pas de tes moteurs X et Y. Pour le Z probe, c'est a suivre pas à pas. Possible que ca s'appelle Z Probe Wizard, ca dépend du FW injecté dans ta machine. De mémoire, il faut mettre à 0 l'offset de la buse, avant de lancer le Probe Wizard (ou quelque soit son nom) C'est une des raisons de mon passage à Klipper, pouvoir gérer ce genre de chose plus facilement. Mais tu as 2 pb distincts, mais qui peuvent se cumuler pour un résultat déconnant. Eventuellement, envoie-moi ton fichier format Fusion (*.f3d) -
Refroidisseur de téléphone sur cam ASI
Mallozh a répondu à un sujet de AstroMirettes dans Les bricoleurs
j'utilise un de ces refroidisseurs sur ma cam 183MC, l'effet est très net (meme si je sais que pas au niveau des cam refroidies). samedi matin, la cam était couverte de givre alors qu'il faisait 7 à 8°c dehors. -
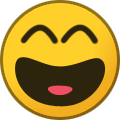
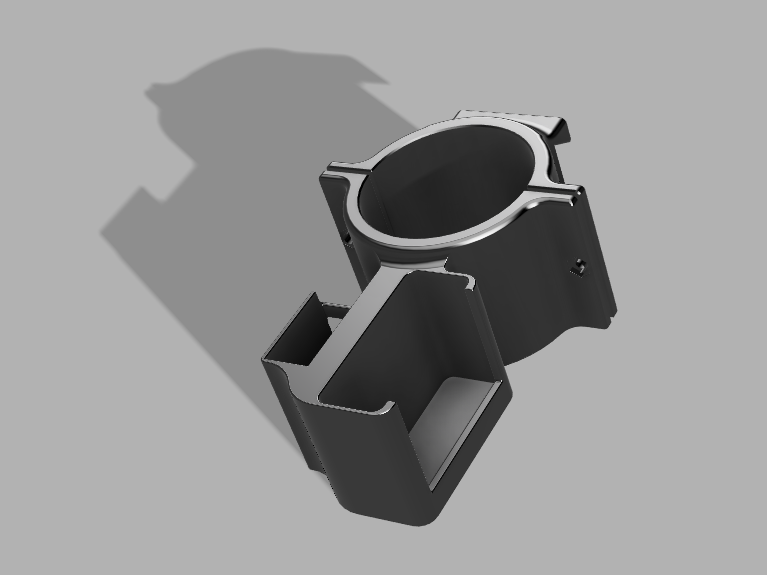
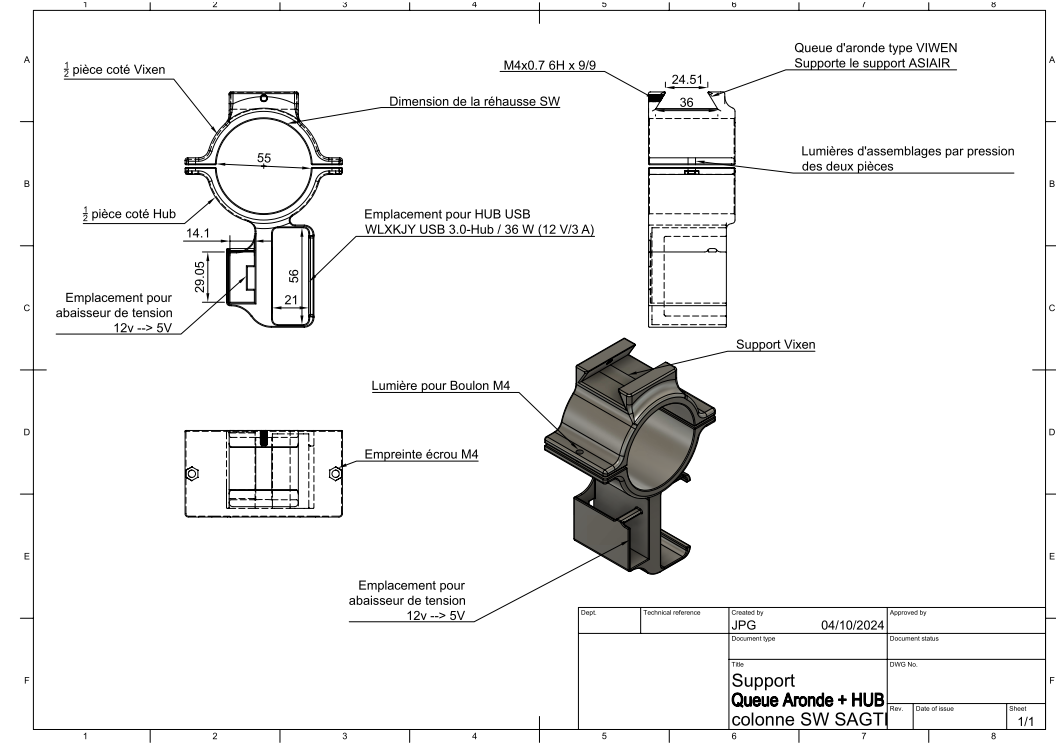
j'ai une monture SW SA GTI sur laquelle je monte une SW 72ED avec son réducteur, une cam ZWO, un EAF, un chercheur 30x120, avec sa cam. Le tout pèse un petit peu plus de 3.3kgs. Avec l'ASIAIR dessus, ca prenais quelques grammes de +, plus le cablage. je cherchais comment "alleger" l'ensemble, en placant l'asiair sur la partie fixe de la monture, et en lui adjoignant un hub USB pour élargir un peu les capacités. j'avais également besoin d'un abaisseur de tension pour passer du 12v sortant de l'ASiair, à du 5v pour alimenter un ventilo de refroidissement dédié à la caméra principale. j'ai modélisé tout ça, et voila le résultat. Support Queue aronde colonne SW SAGTI v6.3mf Support Queue aronde colonne SW SAGTI v6.f3d
-
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
@Gaiar60 ah, mais en fait, tu es déja sur ledit forum -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
parfois, ca se joue à pas grand chose, quelque 10eme de millimetres parfois, c'est une question de calibration du pas des moteur en X, Y, et même en Z. ca peut être aussi un filament un peu plus humide en jouant sur le % de débit dans ton slicer. AU pire, va poser ta question sur le forum des imprimantes3D.fr, y'a un paquet d'imprimeurs fous et solides techniquement. -
K1 avec astrotacer T3
Mallozh a répondu à un sujet de djoby dans Discussions de Astrophoto sur Pentax
Effectivement, le potentiel nombre est certainement un peu plus élevé. Mais je pense que, comme moi, nombreux sont ceux qui ont abandonné l'idée d'utiliser leur pentax pour l'astro:) -
K1 avec astrotacer T3
Mallozh a répondu à un sujet de djoby dans Discussions de Astrophoto sur Pentax
pour pas mal de raisons, il ya quasiment pas d'astrophotographes qui tournent sur du Pentax. il y a ce club "Pentaxiste" ici, qui est très calme (je crois qu'on a été 2, et encore, pas vraiment actifs) -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
J'en sais rien, je n'ai jamais utilisé ce type de feuille de calcul ultradetaillée. le bed tramming, c'est le calage aux 4 coins du plateau. Le bed tramming peut etre parfait, si le leveling est trop court, ie la pointe de la buse trop proche du bed, ta, voire tes premières couches seront trop écrasées. 2 possibilités: soit tu diminues le flux des premières couches, soit tu refais ton levelling. Le PEI texturé nécessitant moins d'écrasement que le verre. En soi, tu as une légère déformation en forme de cuvette avec le bord gauche qui releve un peu. Suffisant pour accrocher si la correction de leveling n'est pas prise en compte. Sauf que, je suppose, vu que tu as l'info, c'est que tu as donc un capteur de niveau qui t'a pemris de faire le mesh du plateau. Donc tu utilise le mesh en correction durant l'impression. Donc, clairement, le pb n'est pas là. j'en reviens au pb de hauteur de la buse // au bed (indépendant du tramming). Dans l'ordre des opérations c'est Bed tramming Mesh leveling Bed leveling (pour caler, au centre de la plaque, la bonne hauteur de la buse // au plateau) go print