Aperçu
À propos de ce club
- Quoi de neuf dans ce club
-
 Limaiem s’est inscrit au club
Limaiem s’est inscrit au club -

Platine XY
stefg1971 a répondu à un sujet de papatilleul dans Discussions générales de L'impression 3D en astronomie
Hello Je viens d'imprimer les éléments, est-ce que tu as d'autres photos de l'assemblage ? Merci C'est du beau boulot en tout cas -
stefg1971 s’est inscrit au club
-
dbuckdanny s’est inscrit au club
-
RobertV s’est inscrit au club
-
micarno s’est inscrit au club
-
Viv34 s’est inscrit au club
-
Simleouf s’est inscrit au club
-
astrap34 s’est inscrit au club
-
 dpdp s’est inscrit au club
dpdp s’est inscrit au club -
jean-claudeD s’est inscrit au club
-
psykobass s’est inscrit au club
-
Platax s’est inscrit au club
-
Ekrynox s’est inscrit au club
-
darki s’est inscrit au club
-
.thumb.jpg.57a7c4d86d7e3afe75bdd66a40b8410a.jpg) Bonsoir . Je suis a la recherche d'un fichier stl pour imprimer un masque de chanfrein pour sw 250 f4 , sachant que celui-ci a 6 pattes de maintient pour le primaire. Si quelqu'un a ça sous le coude , je serais preneur. Cordialement.
Bonsoir . Je suis a la recherche d'un fichier stl pour imprimer un masque de chanfrein pour sw 250 f4 , sachant que celui-ci a 6 pattes de maintient pour le primaire. Si quelqu'un a ça sous le coude , je serais preneur. Cordialement. -

Discut' 3d nouvelles imprimantes/tuning anciennes
Tyler a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
input shaping fait! (vite fait sur table pas stable 😁) pour le moment la petite flirte avec les 500mm/s et 8000mm/s² sur du PLA je continue le "tuning" -
Discut' 3d nouvelles imprimantes/tuning anciennes
Tyler a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
c'est le top ce slicer. -

Discut' 3d nouvelles imprimantes/tuning anciennes
Eguzkiarte a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
Jolie, l'imprimante! Pour Freecad, je n'ai pas eu de plantage depuis la version 0.17, et la version 1.0 est vraiment aboutie. C'est vrai que l'interface est un peu rebutante, mais la pratique façon Autocad est géniale, dès que l'on en a saisi l'esprit (j'ai mis du temps 😄). Les exportations des STL sont parfaites, et avec Orcaslicer, c'est le pied. Orcaslicer permet l'usage de la caméra intégrée, et donc d'éviter de se connecter à Creality Print, trèèèèèèèèès long et trèèèèèèès chiant. -
Discut' 3d nouvelles imprimantes/tuning anciennes
Tyler a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
merci Il s'amuse le grand gosse de 48 ans. 🤣 C'est un peu comme jouer aux lego technique mais avec plus de libertés. C'est sur une base de "Rook" , revue à ma sauce pour adapter le dragon burner (la tête) et les pièces que j'avais en stock. c'est un plateau d'ender2, donc 165x165, je n'utilise que rarement le plateau complet de l'ender3 (235x235). Elle est en train d'imprimer son premier benchy, c'est émouvant 😁 y'a un truc qui vibre je sais pas trop où... va falloir inspecter toutes les vis... -
Discut' 3d nouvelles imprimantes/tuning anciennes
krotdebouk a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
T'es un grand malade toi.. Elle est magnifique ton imprimante ! -
Discut' 3d nouvelles imprimantes/tuning anciennes
Tyler a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
pareil, je le trouve vraiment plus simple que freecad, plus intuitif, et aussi plus agreable visuellement. j'en ai parlé avec un ami qui fait de la modelisation et de la mecanique de précision (domaine medical), ils forment les stagières et les nouveau sur fusion, rapide à prendre en main, mais ne l'utilisent pas professionnellement à cause des licenses, apparemment chère et "prise de tête". mon bébé en phase de reglages / tests -
Tyler s’est inscrit au club
-
Discut' 3d nouvelles imprimantes/tuning anciennes
krotdebouk a répondu à un sujet de Eguzkiarte dans Discussions générales de L'impression 3D en astronomie
Je suis revenu à Fusion 360 qui me parait globalement plus simple et aussi plus stable. J'ai eu quelques plantages avec Freecad.. Il reste gratuit pour une utilisation privée. -
@krotdebouk, @Tyler, nous en étions à une discussion commencée ici: Nous parlions du "tuning" d'imprimantes des générations précédentes, et aussi de modélisation. Perso, je me suis mis à Freecad il y a quelques années, et il me donne entière satisfaction, surtout depuis la sortie de la version 1.0.
-
 Wan186 s’est inscrit au club
Wan186 s’est inscrit au club -
ethan0708 s’est inscrit au club
-

Bricolage Support de moteur déclinaison Vixen Super Polaris
Flopin a répondu à un sujet de Flopin dans Discussions générales de L'impression 3D en astronomie
Oui je connais ce kit, mais ce n'est pas la question. Je cherche à monter un moteur classique format Vixen et pour diverses raisons, je ne souhaite pas partir sur une autre solution. -

Bricolage Support de moteur déclinaison Vixen Super Polaris
thierry24 a répondu à un sujet de Flopin dans Discussions générales de L'impression 3D en astronomie
Salut. Tu as contacté cette société ? https://astro-gadget.net/gadgets/control-of-telescopes/eqstarprovsp-goto-eq-drive-upgrade-kit-for-vixen-super-polaris-mount -
Bonjour, Je cherche un modèle 3D pour un support de moteur pour l'axe de déclinaison d'une SP. http://www.super-polaris.fr/wp-content/forums/pa-juillet/support-moteur-SP.jpg Bien évidemment la pièce d'origine n'est plus dispo et je n'ai malheureusement pas trouvé de modèle 3D existant, ce qui je l'avoue, m'aurait fait gagner du temps. Est-ce que l'un d'entre vous possèderait un STEP de cette pièce ou bien aurait déjà vu passer un modèle ? Bon après, j'ai aussi quelques doute sur le faite qu'on puisse faire cette pièce en impression 3D de façon assez robuste car ce n'est pas très gros, ni épais... Merci
-
 astronomixlegaulois s’est inscrit au club
astronomixlegaulois s’est inscrit au club -
Lemairt s’est inscrit au club
-
 saturne33 s’est inscrit au club
saturne33 s’est inscrit au club -
 Arnaud_P s’est inscrit au club
Arnaud_P s’est inscrit au club -
Frsic s’est inscrit au club
-
KornEtLiuss s’est inscrit au club
-
laugier s’est inscrit au club
-
 Bross84 s’est inscrit au club
Bross84 s’est inscrit au club -
Moostik s’est inscrit au club
-
 Azgar901 s’est inscrit au club
Azgar901 s’est inscrit au club -
Logiciel automatique de calcul de filetage
AJL54 a répondu à un sujet de pancho61 dans Discussions générales de L'impression 3D en astronomie
Merci pou ce logiciel qui fonctionne parfaitement. La dernière version de Fusion n'acceptant plus l'ancien systeme. -
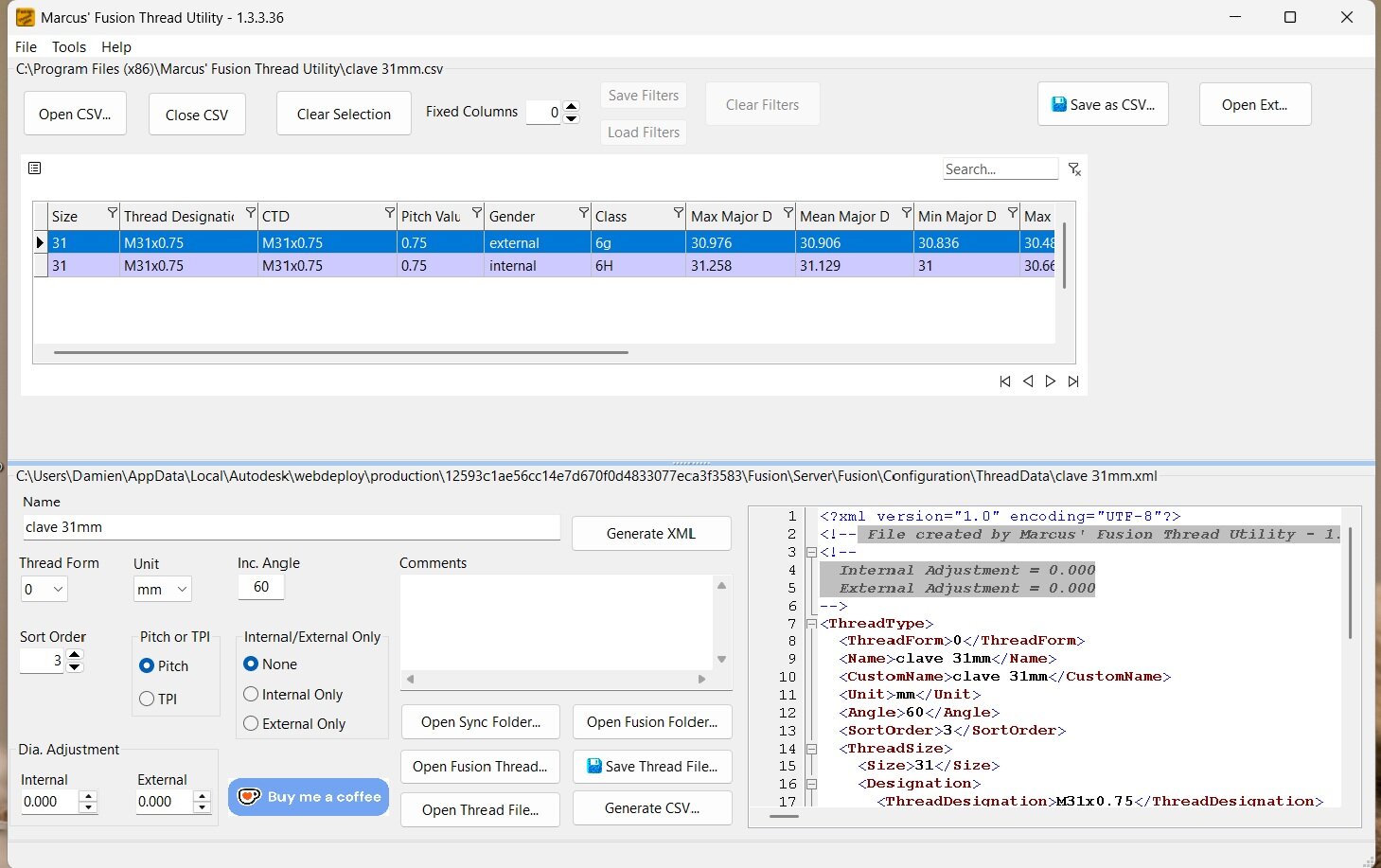
 Bonjour a tous, Je ne sais pas si des personnes connaissent mais un gars a dévellopé un petit logiciel bien pratique pour faire des filetages "exotiques" comme l'on peut trouver dans le monde merveilleux de l'astro. Il permet également d'avoir accès via un bouton au dossier source des filetages sous fusion 360, de synchronisé etc... fini la corvée d'édition des fichiers xml... Le soft est en gratuit, on peut donner ce que l'on veut si on le souhaite via "buy me a coffee". Le lien: https://forums.autodesk.com/t5/fusion-design-validate-document/fusion-360-custom-thread-utility/td-p/11722781 et pour le télécharger: https://ko-fi.com/s/02a88acc68 Vous pouvez mettre 0 dans buy si vous ne souhaitez pas donner le soft se téléchargera quand même, reste a rentrer l'email et un pseudo.
Bonjour a tous, Je ne sais pas si des personnes connaissent mais un gars a dévellopé un petit logiciel bien pratique pour faire des filetages "exotiques" comme l'on peut trouver dans le monde merveilleux de l'astro. Il permet également d'avoir accès via un bouton au dossier source des filetages sous fusion 360, de synchronisé etc... fini la corvée d'édition des fichiers xml... Le soft est en gratuit, on peut donner ce que l'on veut si on le souhaite via "buy me a coffee". Le lien: https://forums.autodesk.com/t5/fusion-design-validate-document/fusion-360-custom-thread-utility/td-p/11722781 et pour le télécharger: https://ko-fi.com/s/02a88acc68 Vous pouvez mettre 0 dans buy si vous ne souhaitez pas donner le soft se téléchargera quand même, reste a rentrer l'email et un pseudo.
-
 proisy s’est inscrit au club
proisy s’est inscrit au club -
Jero6 s’est inscrit au club
-
Patrick89 s’est inscrit au club
-
astrolivier s’est inscrit au club
-
jeanphi59 s’est inscrit au club
-
pascal0370 s’est inscrit au club
-
 Astro-Pépito s’est inscrit au club
Astro-Pépito s’est inscrit au club -
Breizhcomet s’est inscrit au club
-
 Pat.lqvr s’est inscrit au club
Pat.lqvr s’est inscrit au club -
mic81 s’est inscrit au club
-
Bague M54 x 1.0
AstroMirettes a répondu à un sujet de AstroMirettes dans Discussions générales de L'impression 3D en astronomie
Super ! un grand merci pour les infos et le fichier, je vais potasser cela. Je ne suis pas un maître en 3d et ne connais pas encore très bien Fusion 3d. J'ai plutôt l'habitude d'utiliser Blender 3d pour modéliser mes pièces et côté grands filetages, c'est pas évident non plus. Alors, je modifie souvent des modèles 3d existants pour en récupérer les filetages type M42 ou M48, etc. Je cherche à réaliser un P.O. 2" à serrage annulaire comme le Baader click Stop ou l'Artesky. Maintenant, c'est à voir côté solidité et serrage par rapport à du métal. Il ne s'agirait pas de retrouver accessoires et caméra par terre ! 😱 -
Bague M54 x 1.0
krotdebouk a répondu à un sujet de AstroMirettes dans Discussions générales de L'impression 3D en astronomie
Ma version qui a le M54x1 Astroprofile_v5.xml Et quelques explications : A toi de jouer -
Bague M54 x 1.0
christian.77 a répondu à un sujet de AstroMirettes dans Discussions générales de L'impression 3D en astronomie
Bonsoir, Effectivement il faut créer ce filetage dans fusion. il y a sur ce forum la marche a suivre pour le faire. toutefois vous pouvez toujours récupérer le stl d'une bague avec le filetage désiré et le modifier. cdt -
Bague M54 x 1.0
un sujet a posté AstroMirettes dans Discussions générales de L'impression 3D en astronomie
Bonjour, Après moult recherches, je n'arrive pas à trouver de bague ou adaptateur avec un pas de vis M54 x 1.0 imprimé en 3d ( P.O. des Newton Sky Watcher ). Ne maîtrisant pas encore les filetages sur mesure sous Fusion 3d, j'aurais aimé en trouver un tout près pour réaliser un porte oculaire annulaire. Quelqu'un ici aurait- il un tuyau ? -
gilgamir s’est inscrit au club
-
 Alexandre_Itic s’est inscrit au club
Alexandre_Itic s’est inscrit au club -
danber s’est inscrit au club
-
alpari05 s’est inscrit au club
-
 Hypel s’est inscrit au club
Hypel s’est inscrit au club -
thierry24 s’est inscrit au club
-
betelgeuse64 s’est inscrit au club
-
Oregos s’est inscrit au club
-
micri7678 s’est inscrit au club
-
 rolandbreche s’est inscrit au club
rolandbreche s’est inscrit au club -
nyphargus06 s’est inscrit au club
-
Prazouille s’est inscrit au club
-
 JiCi s’est inscrit au club
JiCi s’est inscrit au club -
Bonjour, J'ai réalisé une petite sangle imprimée en TPU 90A afin de sécuriser le tiroir du porte filtre Svbony SV226 très répandu par son tarif abordable mais dont les aimants de maintien ne semblent pas toujours très fiables. Dans mon cas, et c'est aussi arrivé à d'autres, j'ai failli perdre un filtre coûteux après une chute imprévue sur le sol, le tiroir était orienté vers le bas et les aimants n'ont pas joués leurs rôle ! Une petite vis allen de sécurité est censée bloquer le tiroir, mais elle est presque inaccessible une fois la caméra montée et ne permet pas l'échange de filtre sans la dévisser. Je pense qu'il est possible d' utiliser cette sangle sur d'autres marques de porte- filtres de conception identique mais je ne peux le garantir (ex. : ZWO). La longueur devra, peut- être, être ajustée en modifiant le fichier STL. MAI 2025 : la sangle a été améliorée par ajout de pattes de maintien latérales et de trous de fixation plus larges pour un retrait facile en cas d'échange du tiroir à filtre. Ceux qui seraient intéressés trouverons le fichier STL de la dernière version et toute les infos d'impression sur Thingiverse ici : https://www.thingiverse.com/thing:6938656
-

pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bonjour. External c'est taraudage ? Merci. Bonne fête de fin d'année . -

pas de vis et autres filetages
Microtauren a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
A la ligne " <MajorDia>48.408</MajorDia> " je pense qu'il faut une valeur inférieur à 48. Moi j'ai ça : <Designation> <ThreadDesignation>M48x0.75</ThreadDesignation> <CTD>M48x0.75</CTD> <Pitch>0.75</Pitch> <Thread> <Gender>external</Gender> <Class>6g</Class> <MajorDia>47.838</MajorDia> <PitchDia>47.432</PitchDia> <MinorDia>46.9783</MinorDia> </Thread> <Thread> <Gender>internal</Gender> <Class>6H</Class> <MajorDia>48.1327</MajorDia> <PitchDia>47.591</PitchDia> <MinorDia>47.283</MinorDia> <TapDrill>47</TapDrill> </Thread> </Designation> -
support iPhone XR pour star adventurer
Benoist a répondu à un sujet de xenophon2009 dans Discussions générales de L'impression 3D en astronomie
avec ce couvercle cela devrait faire l'affaire : https://www.thingiverse.com/thing:4908230 -

pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bon, ben c'est déjà une bonne chose. Le fichier doit être posé dans le dernier dossier en date. Il correspond à la dernière version (et redémarrer FUSION, sinon, c'est pas pris en compte) -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bon, M42X0.75 avec -0.17 ok; M48X0.75 avec -0.18 selon les bagues que je vais y mettre, c'est plus ou moins facile. Par contre 2 nouveaux soucis : 1°) C'est tjs la m... pour trouver ce p... de dossier Thread data (j'entends le bon) : est ce le dernier, faut il virer les autres ? ici, par ex virer 1a... ; 3d... ; 06f... ; fe6f... et garder le c8cc... Comme je ne maîtrise pas, j'ai tendance à copier le .xml que j'ai enregistré et le foutre dans tous les dossiers suscités. 2°) j'avais enregistré 2 M48, 1 avec 1 pas de 1, l'autre avec un pas de 0.75 : et ben je n'en ai qu'un le 0,75, alors que le 1 est tjs dans le fichier xml ; j'ai tenté de ruser en enregistrant 2 astroprofile différents : Et ben macache : dans les 2 je n'ai que le M48X0.75, l'autre n'apparaît pas alors qu'il est dans le xml... et les 2dans le menu déroulant "type de filetage" s'appellent Astroprofile, pas de différence... Vous voyez un truc bizarre ? Ah oui, et avec alignement de jointure Z aléatoire dans Cura, la couture a disparue.